Automatic CNC Roll Pipe Submerged Arc Cladding Welding Machinecontinuous casting roll surfacing equipment is a newly developed surfacing equipment of our company, which is a special equipment developed for surfacing continuous casting rolls and rolls based on the introduction and digestion of foreig
CONTACT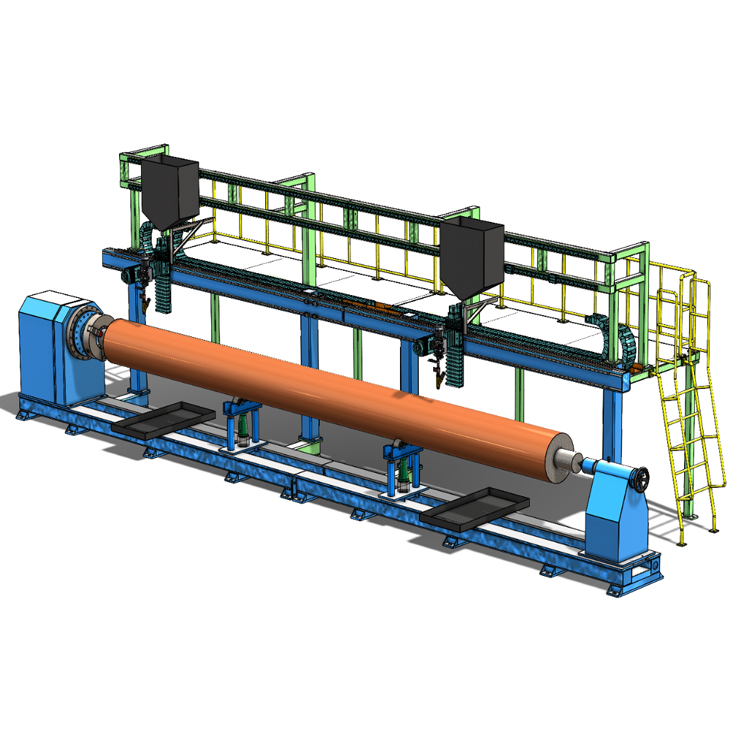
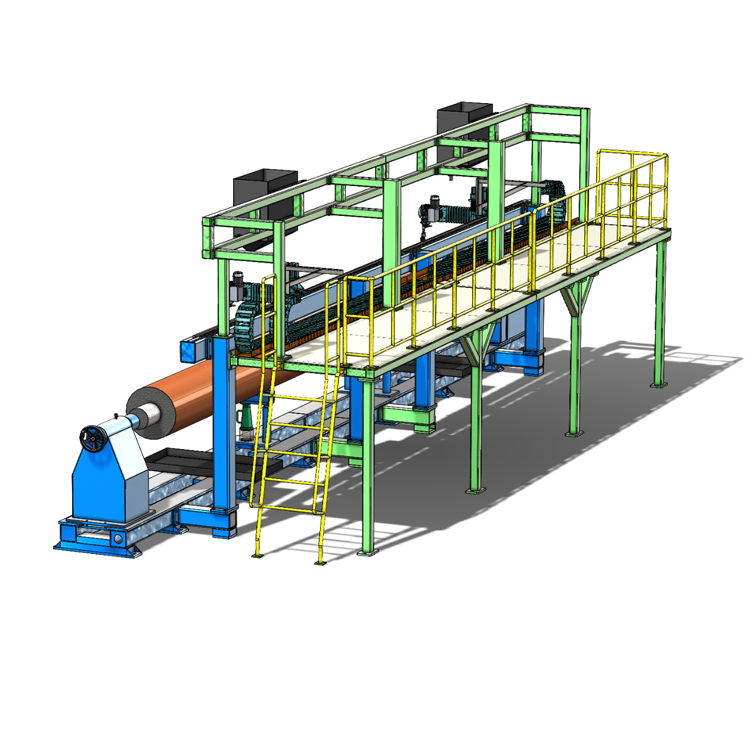


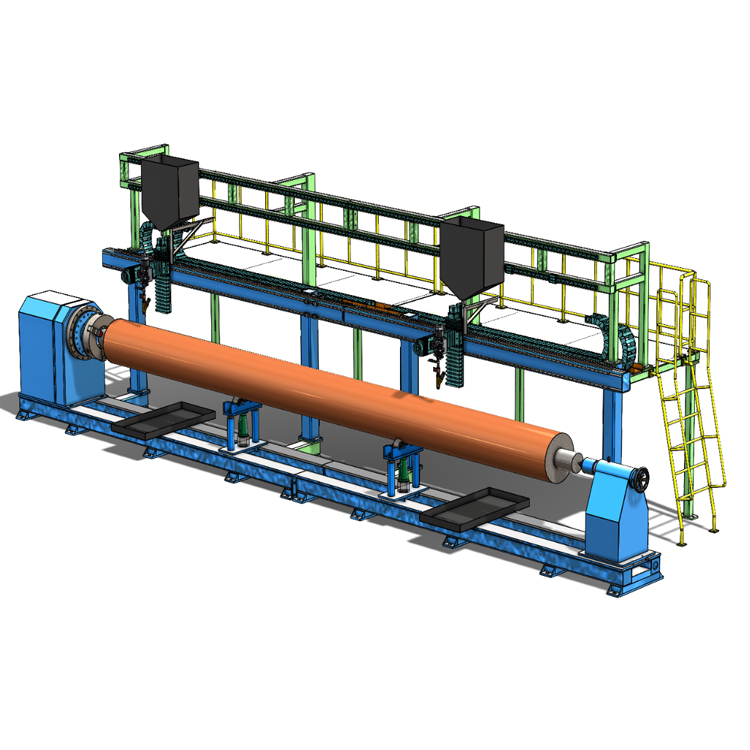
continuous casting roll surfacing equipment is a newly developed surfacing equipment of our company, which is a special equipment developed for surfacing continuous casting rolls and rolls based on the introduction and digestion of foreign advanced technology, combined with the actual situation in China and many years of technical accumulation. The cladding machine includes: horizontal travelling mechanism of welding torch, lifting mechanism of welding torch, separable speed adjustable wire feeder, spindle rotating mechanism, ejector mechanism of tailstock, flux conveying device (optional), cladding power supply, integrated electrical cabinet and operating touch screen, etc. The layout of the whole equipment is beautiful and generous, and is in line with the ergonomics. The cladding machine has the features of stable work, simple operation, easy maintenance, powerful function and advanced technology.
CNC Cladding Welding Process Description
Surfacing process description (reference)
(1) The rolls work under high temperature and alternating load conditions, the working conditions are very harsh, the wear-resistant surface is required to have good high-temperature strength, heat-resistant fatigue performance and wear-resistant performance.
(2) Surfacing should be preheated and slow-cooled, and post-weld heat treatment is required to achieve the purpose of easy processing and improved performance.
(3) The process is as follows: roll rough machining → ultrasonic flaw detection → preheating → automatic submerged arc surfacing (heat preservation) → post-weld heat treatment → roll surface finishing → hardness test of the surfacing layer → ultrasonic flaw detection → qualified storage for use.
(4) submerged arc surfacing welding wire and flux: wire diameter Ф4mm or flux-cored wire Ф3.2mm; sintering flux SJ107 or SJ108.
(5) submerged arc surfacing welding equipment: 1000 welding machine, electric heating furnace (preheating), electric annealing furnace, automatic surfacing machine, flux recovery.
(6) Surfacing parameters:
Preheating temperature about 350-400℃.
Surfacing current 400-800A, arc voltage 24-38V, wire length 30-40mm, interlayer temperature 150-200℃.
After welding annealing treatment of about 600 ℃, holding 6h, slow cooling with the furnace.
Adopt the way of overlap welding transition layer, the overlap of the weld line in the 3/1-2/1 is the best.
Technical Parameters
1 | Model | PNR-WL-3000-1 |
2 | Function | Submersed arc surfacing/open arc surfacing |
3 | Maximum power | 5kw |
4 | Power Voltage Frequency | AC 380V ±10% 50Hz |
5 | Maximum loading distance | ≤3000mm |
6 | Diameter of workpiece | ≤Φ500mm |
7 | Maximum loading weight | 4000kg |
8 | Machine weight | 2000kg |
9 | Width of welding swing | 5-40mm |
10 | Welding swing speed | 0.1-3.5M/min |
11 | Speed of roll rotation | 0.05-0.3r/min |
12 | Welding voltage | 18-44V |
13 | Welding current | 100-1000A |
